Programmable Logic Controller issue we usually face
A PLC can typically run continuously, despite the tough industrial setting it operates in. sadly, even this strong system will fail generally, that ends up in serious consequences, like a assembly line or processes stopping altogether.
Automation Technician Troubleshooting PLC control systems
PLCs use microprocessors to digitally control industrial automated processes. Earlier industries used "Relay Logic Systems", but annual upgrades as time goes by, it enabled them to cope with a larger number of inputs, outputs and processors. In such, a Programmable Logic Controller is a kind of equipment and grouping of coded guidelines that empowers hardware to perform mind boggling and solid electromechanical capacities.
On New Year’s Day 1968, the Programmable Logic Controller (PLC) was 1st designed. While most were busy celebrating and creating resolutions, Dick Edward Morley was coming up with his invention. The PLC has been used ever since to create logic based mostly selections in automatic industrial processes. Despite their resilience and rugged style, PLC-based management systems will still break down and their failure will cause pricey time period.
Downtime is insanely costly and, not only can it seriously affect production output, with the ongoing advances in PLC innovation embrace safety-related functions, it can incidentally make a risky circumstance that requirements quick consideration.To make sure this doesn't happen, businesses ought to follow a planned maintenance routine. once a PLC system will break down, distinguishing the cause will be difficult. Often, a backup of the PLC software, a laptop, programming lead and a Multimeter/Processmeter are the only tools necessary for troubleshooting the fault, along with some knowledge of the processes which mostly be written and prepared in a Process Design Specification. Sounds simple? In several cases it is, however the lure of self-complacency incorporates a habit of biting. Below could be a list of common reasons why PLC management systems fail.
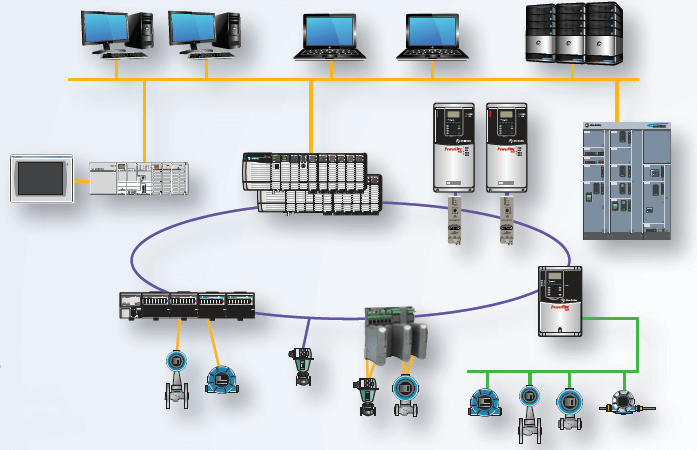
Network and communications
Communication between PC , PLC and Machine outputs
Most PLC control systems need to communicate with Communicable devices such as Human Machine Interfaces (HMIs)and other 'smart' gear. A ordinary communication medium will comprise of an industrial network, which modern plants progressively base around industrial Ethernet. A loss of communication between PLC and the main machine/productions will often result in immediate plant downtime or even worst!.
Ground integrity
Picture shown Grounding wires
Right grounding is vital in protective each the PLC and maintenance personnel. A well grounded enclosure can also act as a barrier to to out of doors electrical noise. During maintenance or troubleshooting, the engineer can carry out a visual test of floor wiring to set up if there was any harm or if there are any unfastened connections.
The engineer can test the integrity of the ground with a Multimeter. For PLC ground terminal to a main earth bonding point in the equipment panel, a technician can check its resistance and maybe it can be the root of the problem.
Field devices and I/O modules
Siemens S7-1500 PLC with I/O Cards
Approximately 85% of PLC stops are a result of field devices, Input/Output (I/O) module failure or power supply issues. Typically, these defects arise themselves as a abrupt action stop or abnormality of performance. This is because the PLC control system is waiting for a signal to allow it to step through its program sequence. in this example, the engineer usually determines where the sequence has stopped by interrogating the software ‘on-line’, with the purpose of tracing the problem to a specific I/O module and input or output point.
By identifying the I/O point, the engineer can then trace the problem to its root cause. This could be a PLC configuration error, tripped circuit breaker, loose terminal block, failure of a 24 VDC supply or issues with wiring. It may be that the I/O module itself needs replacing. This relies on having a readily available supply of replacements, something that is becoming increasingly difficult for legacy systems.
Erratic behavior or failures of groups of inputs indicate there is an internal PLC error or issue with a common power source. If the I/O module is not the reason for the failure and power and wiring issues have been eliminated, then attention should be paid to the field devices — the components external to the I/O module. These could be incorrectly configured, mechanically damaged or they could have failed electrically, for example due to water ingress.
Dealing with interference
Interference detector device
Electromagnetic interference (EMI) and Radio Frequency Interference (RFI) are common in industrial environments that contain a variety of electrical equipment. Anything from handheld radio transmitters used by maintenance staff, to a large motor starting can cause interference.
Companies need to control electrical noise as much as possible, because it can lead to intermittent faults or unusual behavior and even PLC failure.
There are many ways to mitigate the risk of downtime caused by electrical noise through design. A service engineer can recommend ways to minimize noise by relocating sensitive equipment, segregating systems with high power components and adding barriers, grounding, or shielding cable between sensitive equipment.
Power supply issues
Check current or voltage using a multimeter/processmeter
The reliability of PLC-based control systems is dependent on having an uninterrupted power source. Power supply issues can result from a range of causes including loose or corroded cables and power supply failure.
In addition, many manufacturing facilities, utilities and infrastructure companies will usually have redundant power systems or install uninterruptible power supplies (UPS). This way, a part of the plant continues to function even in the event of a mains power failure, thus providing control of essential items in order to maintain its safe operation.
Even if an industrial plant considers a UPS nonessential and a complete process stop is manageable in the event of a power outage, a PLC’s memory can be lost when the power fails. This can lead to loss of process data, but also complete loss of operational programs. To prevent this, a PLC sometimes employs its own backup battery to ensure the device restarts correctly when power is restored.
Failure to maintain and replace the batteries in a PLC or UPS can lead to a major system failure in the event of a power outage. It is vital to back up the PLC software regularly and store it securely. If an industrial plant fails to back up the system, it makes it incredibly difficult to resume normal function in the event of PLC memory loss. Furthermore, it turns a minor power loss incident into a major downtime issue.
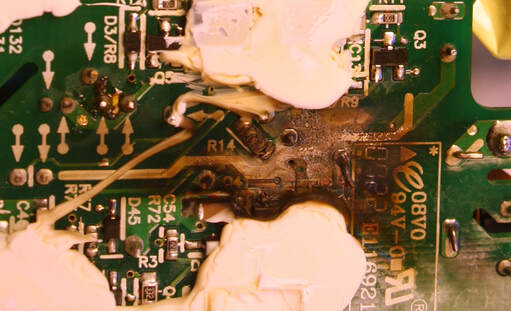
Heat
Burned Electronic board
The environment is a critical factor in the life of equipment and control systems. Failure to service air filtration components in the control cabinet can cause insufficient airflow and cooling within the control panel. This can lead to equipment overheating and the acceleration of component failure.
Equipment will fail at high temperatures or humidity, particularly above the limits of maximum temperatures recommended by manufacturers. A high humidity can also lead to condensation forming on electrical components and, in turn, this can lead to failure. Industrial plants can mitigate by using panel-cooling systems or by considering where the control panel will be located during installation design.
Manage You Risk Plan in Industrial Automation with AS Automation Services
By following a simple best practice routine, companies can minimize the chance of PLC control system failure. Engineers should ensure the environment in which the control system operates is sound. Through systematic inspections, engineers can identify any overheating or electrical noise problems.
By regularly checking and testing batteries and systems, companies ensure that in the event of a power fault, their system is reliable and operates continuously. Other maintenance activities include checking the wiring integrity, grounding, terminals, field devices, Ethernet and other industrial networks. Plant managers should regularly back-up software and install firmware patches and check upgrades if needed.
Last, but not least, obsolete update management is also important because PLC manufacturers regularly cycle their product market ranges. If you are operating with a component that is several years old, it is important to have a readily available replacement for it. Businesses can manage this internally or by just call us for consultation. contact here - : LINK
In AS Automation Services , we provide detailed , fully equipped with PLC , HMI & SCADA hardware , software & laptop for reasonable price possible and we also provide one-to-one training
For more info contact Mr.TSoon or Whatsapp @ +60163329691