safety (emergency) circuits requirements FOR PLC & HMI power supply in Malaysia
Keperluan Litar Keselamatan (Kecemasan) untuk bekalan kuasa PLC dan HMI di Malaysia
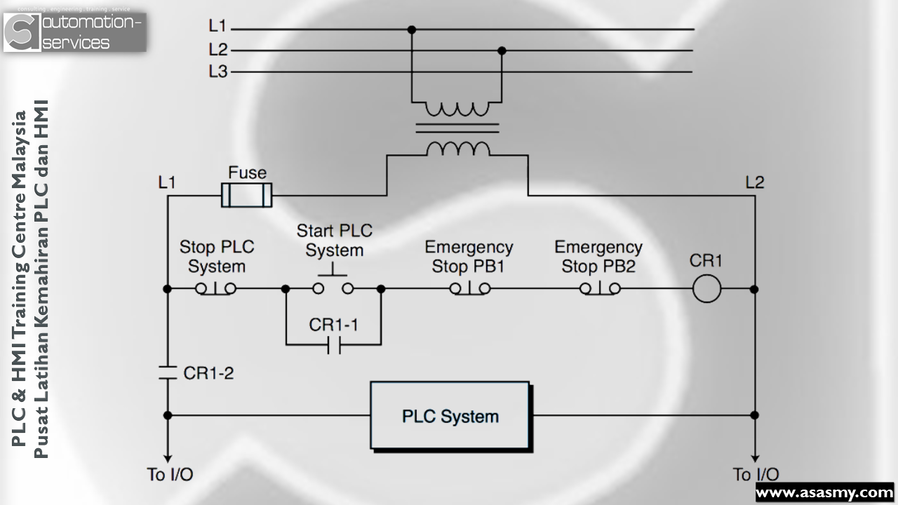
The power line should be as clean as possible to avoid problems due to line interference in the controller and I/O system.
By keeping both the power supply and the I/O devices on the same power source, the user can take full advantage of the power supply’s line monitoring feature.
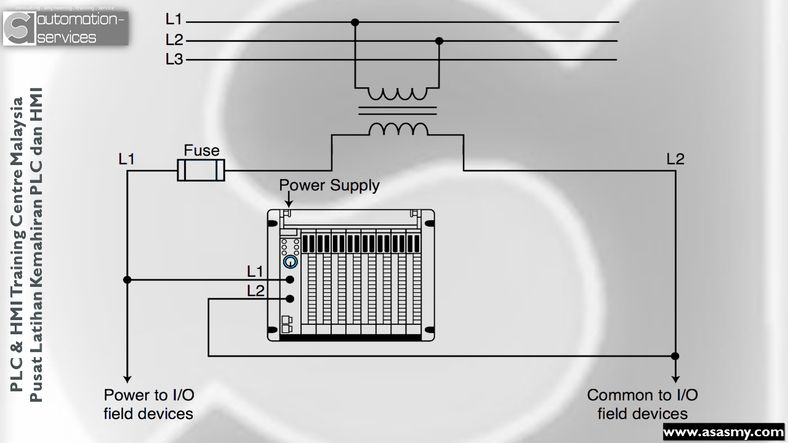
An isolation transformer is especially desirable when heavy equipment is likely to introduce noise into the AC line. An isolation transformer can also serve as a step-down transformer to reduce the incoming line voltage to a desired level.
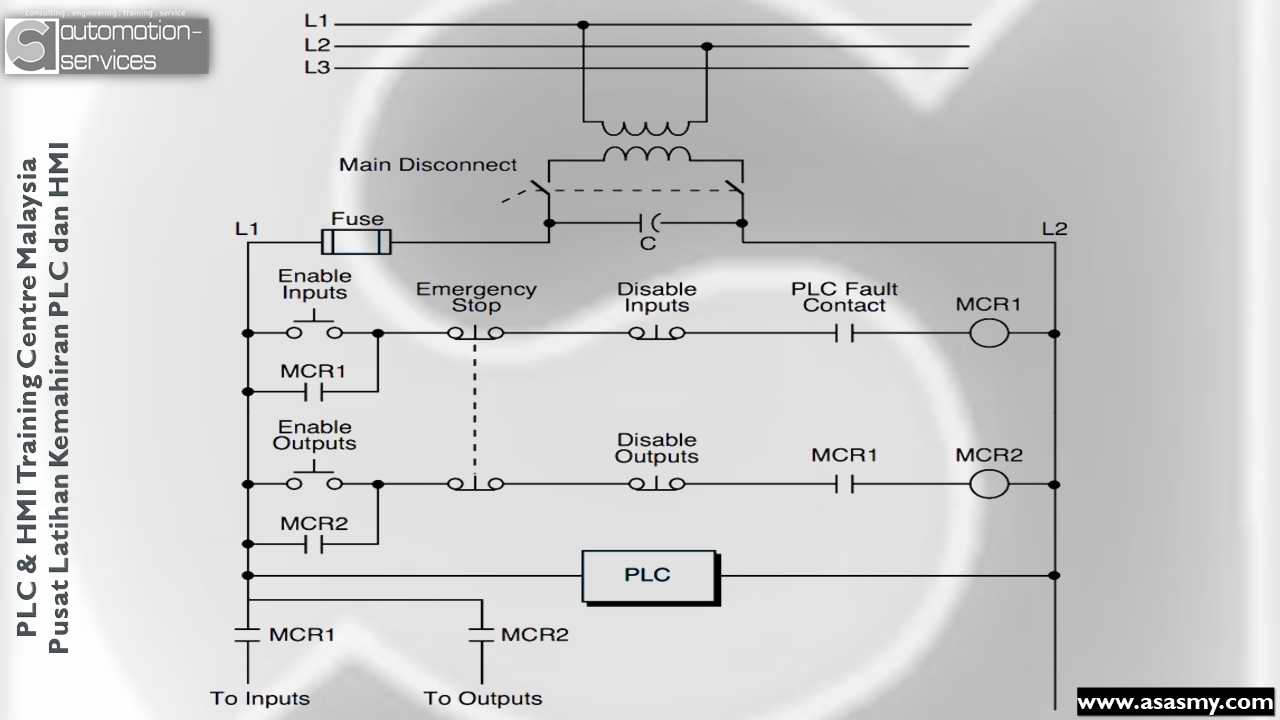
IMPORTANT! These circuits should be routed outside the controller, so that the user can manually and rapidly shut down the system in the event of total controller failure. Safety devices, like emergency pull rope switches and end-of-travel limit switches, should bypass the controller to operate motor starters, solenoids, and other devices directly.
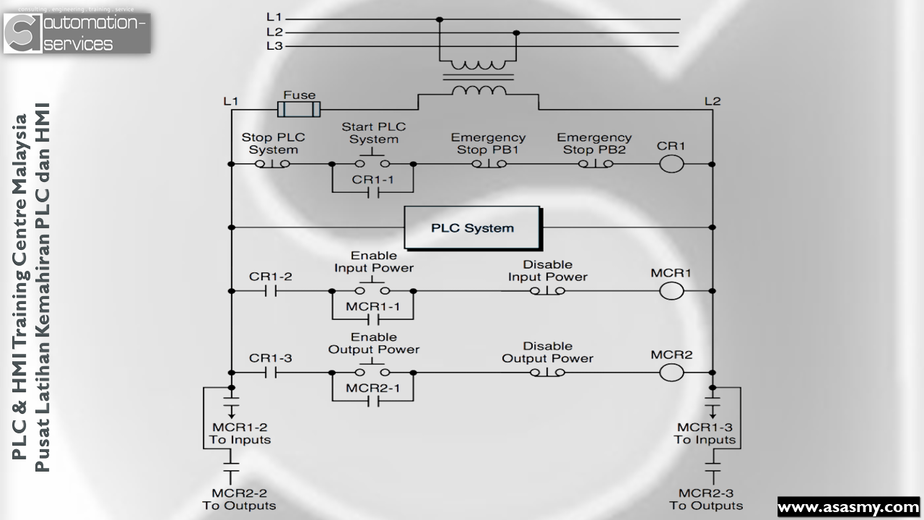
An MCR circuit may be extended by placing a PLC fault relay (closed during normal PLC operation) in series with any other emergency stop condition.