This paper intends to describe and clarify the main ideas and concepts underlying a methodology for machine manufacturing. General ideas of model and information based development processes are presented and exemplified in a project plan.
FDS
Functional Description Specification- A functional specification is a formal document used to describe a machine’s intended capabilities, appearance, and interactions with users.
Will normally be generated by the end user.
old control panel project from as automation services
Any Control Panel projects (PLC, HMI or SCADA) will be successful if, the creating, understanding and execution of the functional specifications are executed perfectly.
These technical specifications are important in the overall development and designing of control systems which contain the technical details that lead to the success of the project.
These functions are as important as that of the mechanical sections.
AS Automation Services Control Panel Project close ups
The lack of proper technical specifications for control systems may lead to difficulty in meeting the project’s design objectives.
The design process is said to be successful if it contains descriptions of maintenance, operation and commissioning requirements.
This leads to efficient building, and ensures the operation runs smoothly.
Functional specifications in the area of process control systems cover the following:
PLC or SCADA systems.
Power management control system.
System computer.
Measuring devices.
Controller set points.
Switchgear.
Rotating machines.
Control System Engineers analyze the following, to develop the design and functional specifications of automation systems:
User requirements.
Procedures.
Design process.
Mechanical equipment.
Problems to identify the system components.
An excellent FDS clearly specifies the following which are associated with the system:
Functions.
Operator interactions control.
Sequencing.
A FDS has all the information associated with the control system including:
Details of how each area of the plant operates under automatic control (control philosophy).
Details of the SCADA system i.e. screen layouts, navigation charts, alarm handling, trending and reporting.
Details of the Network architecture.
Details of any local operator interfaces.
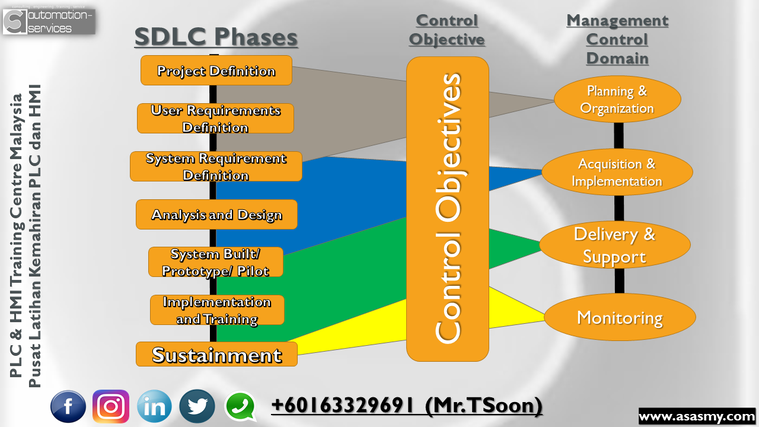
SDLC Diagram AS Automation Services
The FDS should cover:
Control Modules such as PID Loops, indicators etc.
HMI Graphic displays.
Equipment Basic Control.
Phase Logic.
Operations.
Unit Procedures.
PLC/SCADA Properties.
The Inputs and Outputs of the systems with cards and channels assigned to them.
Benefits of using a FDS
By using a FDS (Functional Design Specification):
The manufacturer knows exactly what to develop & deliver.
The system integrators know exactly what they are working with.
Quality Assurance knows exactly what to test.
The client knows exactly what they will be getting.
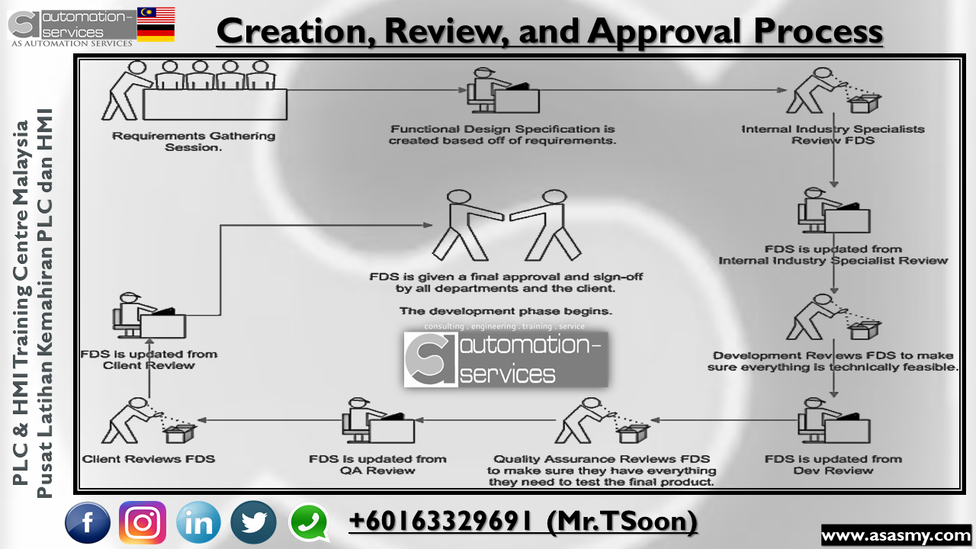
Creating, Review & approval process for FDS
Machine Builders (Engineering)
Mechanical Department – will come up with the machine fabrication.
Electrical Department – will come up with Electrical Wiring Diagram (AutoCAD or Eplan).-->Manufacturing the Control Panel
Software Department—Will develop the Flow Chart and Program.
Procurement Department – Will gather the information from the 3 Departments and source for the components, software etc to fabricate the machine.
When the Control Panel is completed the END USER Engineers will come to do a FAT.
Machine Fabrication sample
Factory Acceptance Test (FAT)
The Factory Acceptance Test (FAT) is a process that evaluates the equipment during and after the assembly process by verifying that it is built and operating in accordance with design specifications.
FAT document will be generated by Machine Builders with checklists.
The Panel will be checked with the Electrical Drawing.
Continuity test will be done against the drawing.
If there is any deviation will be RED-LINED and commented.
The Panel will be powered up and Voltage measured as per requirement.
The final acceptance will be signed by both parties (End User and Machine Builders)
The Electrical Drawing will be sent for final AS BUILT.
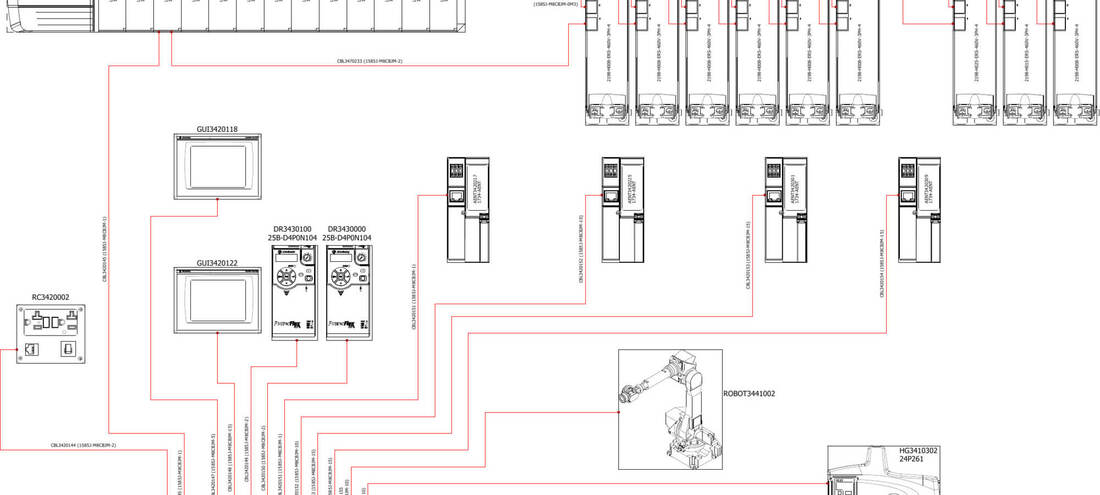
Software Available for Electrical Electronics & Control Panel Design by AS Automation Services Malaysia
Site Acceptance Test (SAT)
An engineer doing SAT (Site Acceptance Test)
Site acceptance test is a useful tool to determine the functionality of the equipment at the user site before its installation.
Site Acceptance Test can determine whether or not systems are meeting the desired and required specifications.
SAT document will be generated by Machine Builders with checklists.
The Machine and Control Panel will be sent to the site for installation and termination.
IO tests will be done and recorded in the check lists.
The Panel will be powered up and Voltage measured as per requirement.
The PLC program will be downloaded and verified.
The final acceptance will be signed by both parties (End User and Machine Builders).
Commissioning
PLC Testing before running by AS Automation Services
Testing and commissioning is to be carried out on installations to ensure that they are safe and meet the design requirements. The witnessing of tests on and off site shall be defined by:
Design specifications - Mechanical and Electrical, Requirements of the validation process.
Commissioning document will be generated by Machine Builders with checklists.
Commissioning will be based on the FDS; The machine must perform as per requirement of the END USER as stipulated in the FDS.
The final acceptance will be signed by both parties (End User and Machine Builders).
In AS Automation Services , we provide detailed , fully equipped with PLC , HMI & SCADA hardware , software & laptop for cheapest price possible and we also provide one-to-one training For more info contact Mr.TSoon or Whatsapp @ +60163329691