
What is Programmable Logic Controller (PLC)
Programmable logic controller (PLC) is an industrial electronic device used to monitor, control, and manage building systems, production processes, and power in industrial control systems. Power supply, processor, programming of PLC, and the input/output section are some of the basic components of PLC. To meet the demand for harsh industrial environments, these controllers are designed to be extremely robust, often capable of withstanding extreme temperatures, humidity, vibration, and electrical noise. Furthermore, several languages are used in PLC programming that are sequential function chart, ladder logic, and functional block diagrams. In AS Automation System Training Centre PLT , we mostly concentrate on Ladder Logic type programming.

PLCs is an integral part of industrial process control and factory automation for years. It controls a wide array of applications starting from lighting functions to environmental systems to chemical processing plants. These PLCs work seamlessly for years in hazardous industrial environments to offer excellent flexibility and precision. In addition, it offers the greater reliability in factory automation and increased efficiency, thereby fostering the market growth. However, rise in prices of PLCs hinders the market growth.
The programmable logic controller market is anticipated to grow in the forecast period owing to the driving factors including increasing developments in the manufacturing industry. Further, increasing deployments in the automotive industry is supplementing the market growth. However, availability of substitutes is impeding the growth of the programmable logic controller market.
The global programmable logic controller market is segmented on the basis of type and industry vertical. Based on type, the market is segmented as integrated or compact PLC, modular PLC, small PLC, medium-sized PLC, and large PLC. On the basis of industry vertical, the market is segmented as automotive, energy & power, oil & gas, pharmaceutical, food & beverage, and others.
Major companies profiled in the report include Honeywell International, Mitsubishi Electric Corporation, Schneider Electric, Omron Corporation, Rockwell Automation, Siemens AG, ABB Ltd. General Electric, Hitachi Industrial Equipment Systems Co., Ltd., Allen Bradley or Rockwell Automation AND Beckhoff .
The reports cover key developments in the programmable logic controller market as organic and inorganic growth strategies. Various companies are focusing on organic growth strategies such as product launches, product approvals and others such as patents and events. Inorganic growth strategies activities witnessed in the market were acquisitions, and partnership & collaborations. These activities have paved way for expansion of business and customer base of market players. The market payers from programmable logic controller market are anticipated to lucrative growth opportunities in the future with the rising demand for programmable logic controller in the global market. Below mentioned is the list of few companies engaged in programmable logic controller market.
The programmable logic controller market is anticipated to grow in the forecast period owing to the driving factors including increasing developments in the manufacturing industry. Further, increasing deployments in the automotive industry is supplementing the market growth. However, availability of substitutes is impeding the growth of the programmable logic controller market.
The global programmable logic controller market is segmented on the basis of type and industry vertical. Based on type, the market is segmented as integrated or compact PLC, modular PLC, small PLC, medium-sized PLC, and large PLC. On the basis of industry vertical, the market is segmented as automotive, energy & power, oil & gas, pharmaceutical, food & beverage, and others.
Major companies profiled in the report include Honeywell International, Mitsubishi Electric Corporation, Schneider Electric, Omron Corporation, Rockwell Automation, Siemens AG, ABB Ltd. General Electric, Hitachi Industrial Equipment Systems Co., Ltd., Allen Bradley or Rockwell Automation AND Beckhoff .
The reports cover key developments in the programmable logic controller market as organic and inorganic growth strategies. Various companies are focusing on organic growth strategies such as product launches, product approvals and others such as patents and events. Inorganic growth strategies activities witnessed in the market were acquisitions, and partnership & collaborations. These activities have paved way for expansion of business and customer base of market players. The market payers from programmable logic controller market are anticipated to lucrative growth opportunities in the future with the rising demand for programmable logic controller in the global market. Below mentioned is the list of few companies engaged in programmable logic controller market.
History
Programmable Logic Controllers were discovered by the automotive industry ( MODICON ) to substitute the re-wiring of the machine’s control panel.
Prior to the invention of PLC, automobiles were manufactured using plenty of relays, cam timers, and closed loop controllers. The electricians had to re-wire every part of the machine daily which was time consuming and highly expensive on the financial front.
Later in the year 1968, a request for an electronic device for the hard-wired relay systems was made by GM hydramatic. Bedford Associates won the proposal and started a new company to develop, fabricate, sell, and service this new launched product. The first PLC launched was designated 084 as it was the eighty fourth projects of Bedford Associates. Dick Morley worked on this project and is being considered as the Father of PLC. In the year 1977, the brand invented by Modicon was sold to Gould Electronics. The Gould Electronics later sold it to German Company AEG which was later taken over by French Schneider Electric.
The first 084 model of PLC was revealed in North Andover, Massachusetts at the Modicon headquarters.
The automotive industry is one of the largest users of PLC.
Programmable Logic Controllers were discovered by the automotive industry ( MODICON ) to substitute the re-wiring of the machine’s control panel.
Prior to the invention of PLC, automobiles were manufactured using plenty of relays, cam timers, and closed loop controllers. The electricians had to re-wire every part of the machine daily which was time consuming and highly expensive on the financial front.
Later in the year 1968, a request for an electronic device for the hard-wired relay systems was made by GM hydramatic. Bedford Associates won the proposal and started a new company to develop, fabricate, sell, and service this new launched product. The first PLC launched was designated 084 as it was the eighty fourth projects of Bedford Associates. Dick Morley worked on this project and is being considered as the Father of PLC. In the year 1977, the brand invented by Modicon was sold to Gould Electronics. The Gould Electronics later sold it to German Company AEG which was later taken over by French Schneider Electric.
The first 084 model of PLC was revealed in North Andover, Massachusetts at the Modicon headquarters.
The automotive industry is one of the largest users of PLC.
How does a PLC work?
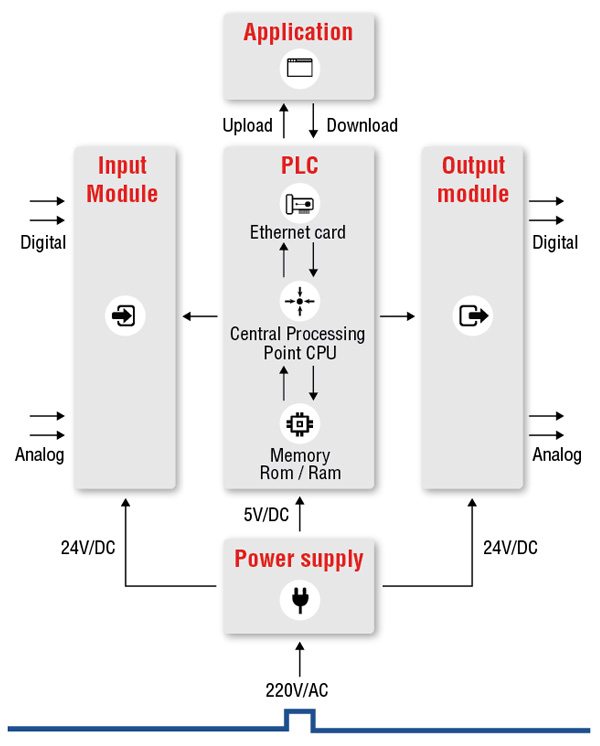
The PLC receives information from connected sensors or input devices, processes the data, and triggers outputs based on pre-programmed parameters.
Depending on the inputs and outputs, a PLC can monitor and record run-time data such as machine productivity or operating temperature, automatically start and stop processes, generate alarms if a machine malfunctions, and more. Programmable Logic Controllers are a flexible and robust control solution, adaptable to almost any application.
The PLC receives information from connected sensors or input devices, processes the data, and triggers outputs based on pre-programmed parameters.
Depending on the inputs and outputs, a PLC can monitor and record run-time data such as machine productivity or operating temperature, automatically start and stop processes, generate alarms if a machine malfunctions, and more. Programmable Logic Controllers are a flexible and robust control solution, adaptable to almost any application.
There are a few key features that set PLCs apart from industrial PCs, microcontrollers, and other industrial control solutions:
• I/O – The PLC’s CPU stores and processes program data, but input and output modules connect the PLC to the rest of the machine; these I/O modules are what provide information to the CPU and trigger specific results. I/O can be either analog or digital; input devices might include sensors, switches, and meters, while outputs might include relays, lights, valves, and drives. Users can mix and match a PLC’s I/O in order to get the right configuration for their application.
• Communications – In addition to input and output devices, a PLC might also need to connect with other kinds of systems; for example, users might want to export application data recorded by the PLC to a supervisory control and data acquisition (SCADA) system, which monitors multiple connected devices. PLCs offer a range of ports and communication protocols to ensure that the PLC can communicate with these other systems.
• HMI – In order to interact with the PLC in real time, users need an HMI, or Human Machine Interface. These operator interfaces can be simple displays, with a text-readout and keypad, or large touchscreen panels more similar to consumer electronics, but either way, they enable users to review and input information to the PLC in real time.
• I/O – The PLC’s CPU stores and processes program data, but input and output modules connect the PLC to the rest of the machine; these I/O modules are what provide information to the CPU and trigger specific results. I/O can be either analog or digital; input devices might include sensors, switches, and meters, while outputs might include relays, lights, valves, and drives. Users can mix and match a PLC’s I/O in order to get the right configuration for their application.
• Communications – In addition to input and output devices, a PLC might also need to connect with other kinds of systems; for example, users might want to export application data recorded by the PLC to a supervisory control and data acquisition (SCADA) system, which monitors multiple connected devices. PLCs offer a range of ports and communication protocols to ensure that the PLC can communicate with these other systems.
• HMI – In order to interact with the PLC in real time, users need an HMI, or Human Machine Interface. These operator interfaces can be simple displays, with a text-readout and keypad, or large touchscreen panels more similar to consumer electronics, but either way, they enable users to review and input information to the PLC in real time.
How is a PLC Programmed?
A PLC program is usually written on a computer and then is downloaded to the controller
Most PLC programming software offers programming in Ladder Logic, or “C”. Ladder Logic is the traditional programming language. It mimics circuit diagrams with “rungs” of logic read left to right. Each rung represents a specific action controlled by the PLC, starting with an input or series of inputs (contacts) that result in an output (coil). Because of its visual nature, Ladder Logic can be easier to implement than many other programming languages.
“C” programming is a more recent innovation.
Some PLC manufacturers supply control programming software.
A PLC program is usually written on a computer and then is downloaded to the controller
Most PLC programming software offers programming in Ladder Logic, or “C”. Ladder Logic is the traditional programming language. It mimics circuit diagrams with “rungs” of logic read left to right. Each rung represents a specific action controlled by the PLC, starting with an input or series of inputs (contacts) that result in an output (coil). Because of its visual nature, Ladder Logic can be easier to implement than many other programming languages.
“C” programming is a more recent innovation.
Some PLC manufacturers supply control programming software.
Advantages
Disadvantages
- Flexible in Nature: One model of PLC can be used for different operations as per requirement.
- Easy to install and trouble shooting: In hard wired relay based systems, installation time is more as compared to the PLC based control panels.
- Availability of Large contacts: PLC programming tools contain internal large number of contacts that can be used for any change induced in different applications.
- Cost effective: Advanced technology and large production of PLC makes it cheaper than the other controller or relay based systems.
- Simulation feature: PLC programming software comes with the simulation features by default.
- Simple programming methods: PLC is provided with simple programming methods to program the PLC like Ladder or Boolean type of programming.
- Ease of maintenance: As compared with the control systems like relay based or micro-controller based systems, maintenance cost of PLC is low.
- Documentation: The programmer can program and print easily the programs of PLC for future use.
Disadvantages
- It is a tedious job when replacing or bringing any changes to it.
- Skilful work force is required to find its errors.
- Lot of effort is put to connect the wires.
- The hold up time is usually indefinite when any problem arises.
- To be able to program and work with plc , attending to specialize PLC, HMI & SCADA training course ( Like Us ) and lots of practice to gain experience needed.
In AS Automation Services , we provide detailed , fully equipped with PLC hardware , software & laptop for cheapest price possible and we also provide one-to-one training
For more info contact Mr.TSoon or Whatsapp @ +60163329691

#Siemens #AllenBradley #Mitsubishi #GEFanuc #Omron #Beckhoff #PLC #HMI #SCADA #IndustrialAutomation